Top 10 Conveyor Parts You Need for Efficient Operations?
In the world of manufacturing and logistics, efficient operations hinge on the selection of quality conveyor parts. Industry expert John Smith, a renowned specialist in conveyor systems, once stated, "Choosing the right conveyor parts can dramatically boost productivity." His insight highlights the essential role that these components play in enhancing workflow and reducing downtime.
Conveyor parts serve various functions, from facilitating movement to ensuring safety. Each part contributes to a seamless operation, yet not all components are created equal. Companies often overlook the importance of these pieces, focusing instead on end results rather than the building blocks behind them. This oversight can lead to inefficiencies and costly errors.
In today’s fast-paced environment, having a strong foundation in conveyor parts is vital. Investing in top-tier components can prevent breakdowns and streamline processes. However, companies must still reflect on their choices. Are they prioritizing quality over cost? Such questions can reveal gaps in strategy and lead to more informed decisions in the future.

Key Components of Conveyor Systems for Optimal Performance
A conveyor system's efficiency hinges on its key components. Understanding these parts helps optimize overall performance. Drive motors play a crucial role in power delivery. They need to be matched with the load requirements. An inappropriate motor can lead to underperformance or failures. Such mistakes can be costly and challenging to rectify.
Belts are another vital aspect. The material and design affect durability and the ability to handle product weight. Regular assessments of belt conditions are essential. They often wear unevenly, impacting efficiency. Tensioners and pulleys ensure the belt operates smoothly. If they malfunction, the entire system suffers.
Rollers are often overlooked but are critical for reducing friction. Quality rollers contribute to smoother operations. It's essential to check for wear and misalignment.
Sensors and controls form the brain of the conveyor system. They automate and monitor performance, improving reliability. Neglecting these components can result in significant downtime.
Balancing all these elements leads to a more efficient conveyor operation. Continuous evaluation is necessary to maintain optimal function.
Understanding Conveyor Belt Types and Their Applications
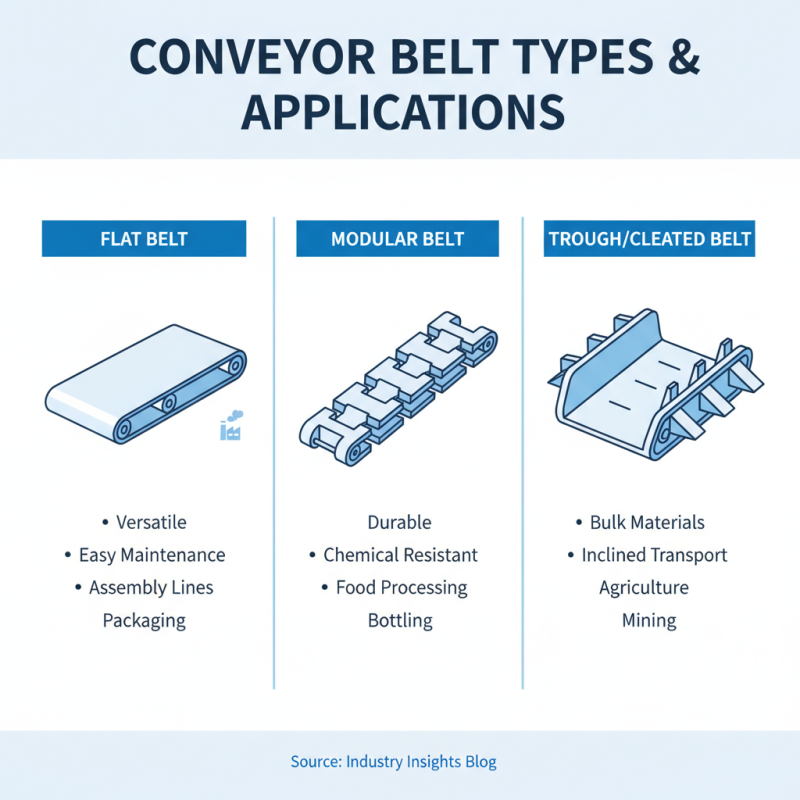
Conveyor belts are vital in many industries, facilitating the efficient movement of goods. Different types exist to serve various applications. Each type has unique features that cater to specific environments. For instance, flat belts are common in assembly lines. They offer versatility and easy maintenance.
In contrast, modular belts provide durability and strength for heavy items. They can handle sharp edges and high temperatures. Meanwhile, cleated belts are ideal for transporting materials at an incline. Their design prevents items from sliding back. Understanding these distinctions ensures optimal belt selection for operational needs.
Moreover, considerations like environment and load type impact the choice of conveyor belts. Some environments may require belts with special coatings. Others might need belts that endure extreme temperatures. Balancing these factors can be challenging. Regular assessments of belt performance are necessary. This practice helps in identifying wear and tear quickly, preventing operational disruptions. Selecting the right conveyor parts is not merely about efficiency; it is about ensuring seamless workflow and reliability in operations.
Essential Conveyor Rollers: Types, Benefits, and Maintenance
Conveyor rollers play a crucial role in the efficiency of material handling systems. They come in various types, including gravity rollers, powered rollers, and return rollers. Each type serves a specific purpose, ensuring that goods move seamlessly along production lines. According to industry reports, around 60% of conveyor system downtime can be traced back to roller inefficiencies or failures. This data underscores the importance of selecting the right type of roller for your operations.
Regular maintenance of conveyor rollers is essential for optimal performance. A lack of routine checks can lead to increased friction, wear and tear, and ultimately, costly breakdowns. The Conveyor Equipment Manufacturers Association (CEMA) recommends inspecting rollers every three to six months, depending on usage. Neglecting this can result in diminished operational life, raising overall costs. Investing in high-quality rollers and proper maintenance is critical to sustaining productivity levels in any operations.
While the benefits of conveyor rollers are clear, operational challenges do persist. Operators should be aware of the limitations of each roller type and their specific applications. For instance, gravity rollers work well for lighter items but may struggle with heavier loads. This discrepancy can cause inefficiencies and require careful consideration when designing a material transport system. Thus, a deep understanding of each roller's characteristics is vital for effective operations.
The Role of Conveyor Drives in Enhancing System Efficiency
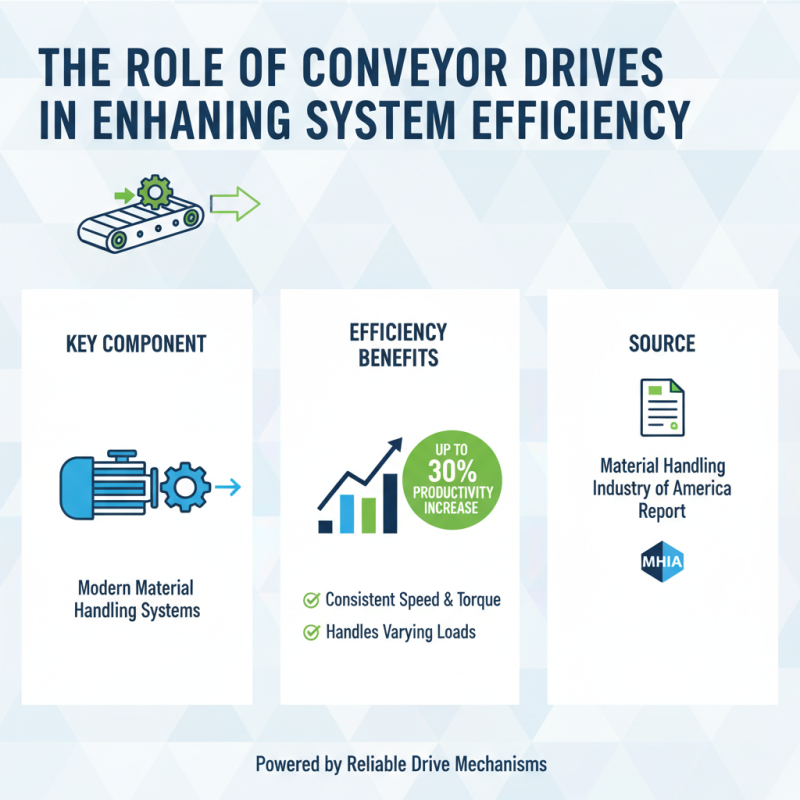
Conveyor drives are crucial components in modern material handling systems. According to a report from the Material Handling Industry of America, efficient conveyor systems can increase productivity by up to 30%. This efficiency stems primarily from the drive mechanisms that power conveyor belts. A strong and reliable drive system ensures consistent speed and torque, which are vital for handling varying loads.
In many operations, the choice of drive type significantly impacts overall efficiency. For instance, direct drive systems often provide better energy savings and reduced maintenance. However, traditional belt-driven systems may struggle with energy losses, leading to higher operational costs. The consistent monitoring of these systems can help identify inefficiencies. In fact, studies show that regular maintenance and timely upgrades can decrease downtime by up to 25%.
Even well-designed systems are not without flaws. For example, misalignment in conveyor drives can lead to increased wear and tear. This misalignment often goes unnoticed until it causes significant issues. Hence, investing in high-quality drive components and implementing regular inspections is essential for sustainable operations. Emphasizing the role of conveyor drives lays a foundation for improved efficiency and durability in material handling systems.
Importance of Conveyor Controls for Streamlined Operations
Conveyor controls play a vital role in ensuring smooth operations in various industries. They manage the speed and direction of the belt, impacting efficiency. Without proper controls, systems can face bottlenecks or overflows. Automated controls can adjust in real time, enhancing responsiveness to changing demands.
The integration of sensors and feedback mechanisms is essential. These components help in detecting jams and misalignments promptly. However, many operations overlook routine checks on these systems. The result can be increased downtime and maintenance costs. Understanding the nuances of conveyor controls can lead to more reliable setups.
Yet, simplicity is key. Overcomplicated control systems can lead to confusion. Staff training is necessary but often neglected. Engaging employees in the operational process can improve their familiarity with the system, leading to better efficiency. Real-world testing is crucial. Adjusting controls based on operational feedback ensures long-term effectiveness.